
In today's rapidly developing industrial environment, choosing efficient screening equipment is crucial to improving production efficiency. Sandstone mobile vibrating screens are the ideal solution to meet this need. In this article, I will share our recent collection of customer success stories that demonstrate the excellence of sandstone mobile vibrating screens in the construction and mining sectors through real-world application data.
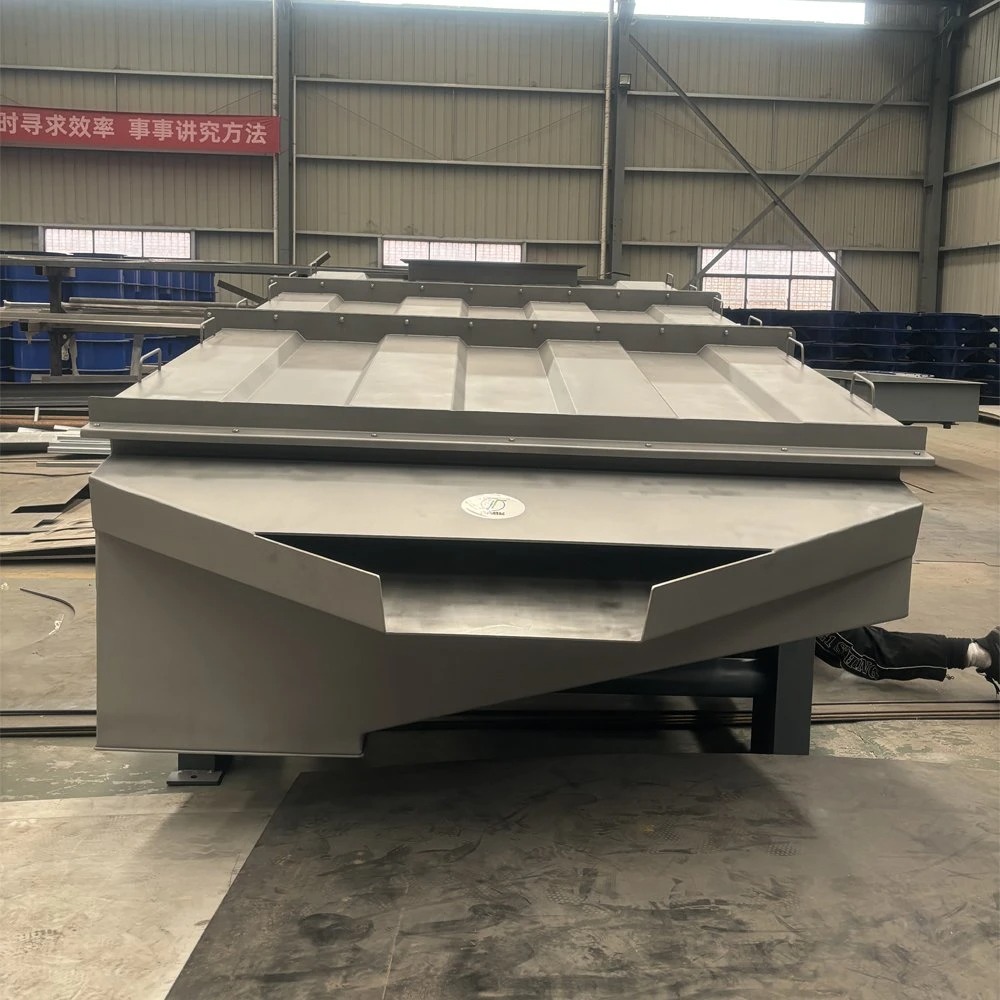
In the construction industry, one of our customers uses a sandstone mobile vibrating screen for sand and gravel separation, which significantly improves work efficiency. Through high-frequency vibration and precise material flow control, the sandstone mobile vibrating screen performs well in separating sand and gravel of different particle sizes, ensuring the quality and availability of construction raw materials. Customer feedback stated that after using this equipment, production efficiency increased by nearly 30%.

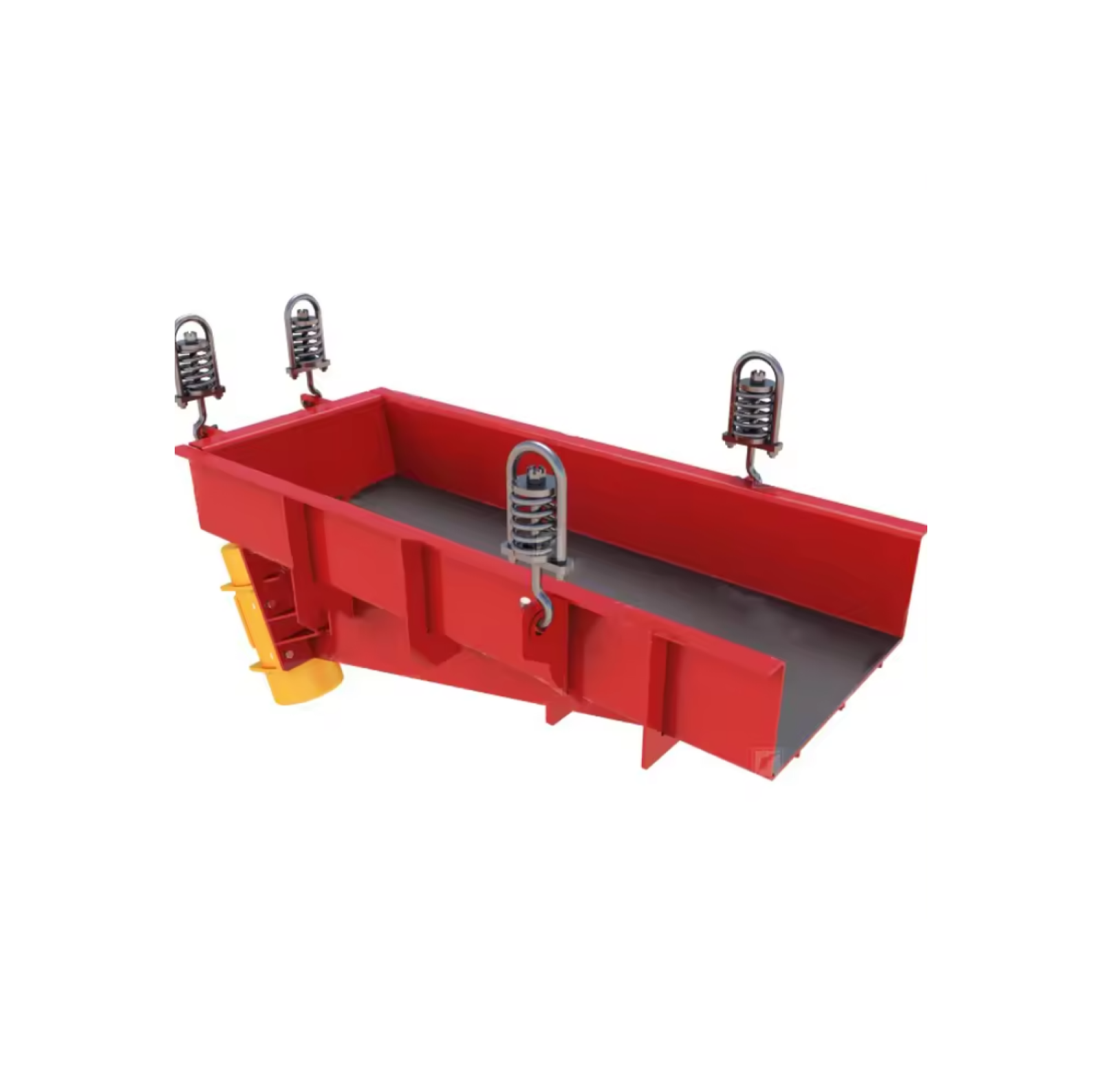
In the mining field, the high performance of sandstone mobile vibrating screens has also been recognized. Our customers have successfully increased the recovery rate of ore and reduced production costs through this equipment. After many tests, data shows that the sandstone mobile vibrating screen has a separation efficiency of more than 90% when processing a variety of ores, thus greatly improving the overall economic benefits of the mining area.
The successful application cases of sandstone mobile vibrating screen in many industries fully reflect its importance in modern production. Through continuous technological innovation and customer feedback, we will continue to optimize product performance and help our customers achieve higher production efficiency and economic benefits. Customers from more industries are welcome to contact us to explore more cooperation opportunities together.

 416
|
416
|
 Linear vibrating screen
Safety Operation Guide
Vibrating screen safety
436
|
Sludge drying equipment
Three-tube charcoal blocks
Paddle drying technology
425
|
Industrial conveyor
Latest Technology
application
manufacturing
automation
279
|
U-type screw conveyor
Conveying equipment
Logistics Management
automated industry
126
|
Electric articulated boom lift
Aerial Work Platform Maintenance
Equipment Maintenance Tips
Linear vibrating screen
Safety Operation Guide
Vibrating screen safety
436
|
Sludge drying equipment
Three-tube charcoal blocks
Paddle drying technology
425
|
Industrial conveyor
Latest Technology
application
manufacturing
automation
279
|
U-type screw conveyor
Conveying equipment
Logistics Management
automated industry
126
|
Electric articulated boom lift
Aerial Work Platform Maintenance
Equipment Maintenance Tips















.png?x-oss-process=image/resize,m_fill,h_300,w_300/format,webp)





